食品工业废水处理问题探讨
粮食产业是以农、牧、渔、林业等产品为主要原料的加工业。在中国经济增长过程中,食品工业作为一种投入少、效益高的产业越来越受到人们的关注,这无疑对中国经济的发展起到了促进作用,但从环境保护的角度来看,食品工业废水的环境影响也应引起有关方面的高度重视。本文介绍了食品工业废水的来源、特点、危害和处理工艺。
一、食品工业废水的来源,特性和危害
1.1资源。
食物工业废水主要来自三个生产环节。原料清洗工段:将大量的沙土、杂物、叶子、皮、鳞、肉、羽、毛等混入废水中,使废水中含有大量悬浮物。第二,生产环节:原料中的许多成分在加工过程中无法完全利用,收稿日期:2009-04-22未利用部分进入废水,使废水中含有大量的有机物。成型部分:为了增加食品的色香味,延长保藏时间,采用了多种食品添加剂,使其中的一部分流失到废水中,使废水化学成分复杂。
2.特点
因为食物的种类很多。因此,食品工业废水具有悬浮物、油脂含量高、COD和BOD值大、水质水量变化幅度大、氮磷化合物含量高等特点。
3.危害。
食品业废水本身无毒,但含有大量可降解有机物,若不进行处理,废水就会排放到水中,消耗大量溶解氧,造成水体缺氧,使鱼类和水生生物死亡。污水中的悬浮物沉到河底,在厌氧条件下被分解,产生臭味水,使水质恶化,污染环境。污水如果进入农田进行灌溉,就会影响农产品的消费,污染地下水源。含有虫卵和致病菌的动物粪便被排放在污水中,会引起疾病传播,直接危害人畜健康。
二、食品工业废水处理一般工艺
自20世纪80年代以来,我国各有关部门积极开展食品工业废水的治理工作,开发了多种高效、低耗的处理此类废水的工艺。其中包括有氧生物处理过程、厌氧生物处理过程、稳定池过程、光合细菌过程、土壤处理过程和以上过程的组合。此外,还研究了膜分离技术和膜与生物法结合的工艺。
2.1典型的工艺过程
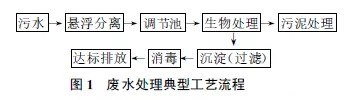
当前国内外对食品工业废水的处理主要是生物处理,比较成熟的处理方法有厌氧接触法、厌氧污泥床法、酵母菌生物处理法等,典型的处理流程如图1所示。
2.2SBR方法
食物废水包括酒精、啤酒、味精、淀粉、乳糖、柠檬酸、蔬菜加工和饮料加工等过程中产生的废水,这些废水水质普遍较差,处理难度大,投资和运行费用高。并通过大量的工程实践逐步验证了SBR法的可行性及优越性,SBR法用于食品废水的处理取得了满意的效果。图2列出了工艺流程。
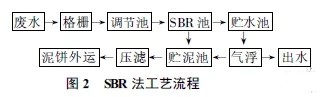
通过合理控制SBR工艺的运行方式,达到好氧、缺氧和厌氧状态交替,脱氮除磷效果良好。此工艺简单,成本低廉。主要设备为一系列批式间歇反应器,无二沉池和污泥回流系统,也可省去调节池和初始沉池,布局紧凑,占地面积小。结构简单,操作及维修方便。通过工程实践,该工艺处理的进水COD在900~2500mg/L之间,达到了一级排放标准[4,5],是处理高浓度食品有机废水经济有效的方法。
2.3ETTS过程。
ETTS是从英国引进的一种处理中低浓度有机废水的生物处理技术,该技术属于生态工程范畴。采用两级生态系统生化降解工艺净化污水,不仅比传统的物化生化工艺对BOD5、COD、磷、氨氮等有更高的去除率,而且美观整洁,操作简单,能耗低,抗冲击负荷能力强。将此工艺应用于食品废水的处理,取得了良好的效果。
通过格栅井将生产废水排出大颗粒后,由泵提升到油水分离器进行油水分离,油层回收,水层自流进入调节沉滤池。调整沉滤池的作用主要是:储存油水分离器产生的废水,以保证生态系统24小时连续进水;沉淀去除肉肉碎块等大颗粒固体悬浮物;同时在出水口设置过滤装置,去除废水中悬浮的SS。由调节沉滤池排出的废水自一级生态系统周围自然溢出,进入一级生态系统,形成一个自然充氧过程。第一级生态系统根区接种光合细菌,其处理效果良好,气水比要求土著菌1/3和土著菌1/2的停留时间。在这一阶段,对BOD和SS的去除率分别为90%和80%。在一级生态系统中,有像水蚤这样的微型动物体,它们以微生物菌珠为主食,形成以微生物为主体的一级生态系统。第二级生态系统是以大型水生动物如鱼为主体,并伴有挺水、浮游植物的净化系统[6]。在这个阶段,BOD去除率为80%,SS为70%。终端过滤器从二级生态系统中接收溢出水,经过过滤去除可能产生的大量生物量和其他固杂物,可以保证处理出水达到国家一级排放标准。
采用ETTS工艺,将污染物转化为动物和植物体内,输出为产品,使整个处理系统产生经济效益,实现废水的资源化。经实际运行证明,ETTS是一种较好的处理食品加工和养殖行业高浓度有机废水的工艺。它具有运行费用低,运行管理规范,废水资源化,处理效率高,出水水质稳定,净化环境,美化景观等优点,是近年来国际上公认的高新技术处理系统。
2.4上流厌氧污泥床工艺(UASB)
污水处理中,厌氧处理与好氧处理相比较,其剩余污泥量少,动态流耗小,作为一种能耗低、成本低的污水处理方法,越来越受到国内外的重视,被认为是目前以食品工业为主体的高浓度有机污水处理中,最有效的方法。尤其在厌氧处理过程中,UASB即由高活性厌氧菌组成的粒状污泥,在UASB设备中,随着上升气流,它呈现出向上流动状态。此外,上流厌氧污泥床法还具有处理效率高、处理能力强、处理效果好、可处理高负荷废水、无需担心固定床法容易发生堵塞等诸多优点,被认为是厌氧污泥床法处理的理想方法。
2.5磅法
吸附生物降解法简称AB法,它对BOD5、CODcr、SS、磷和氨氮的去除率一般比传统的活性污泥法要高,尤其适合处理浓度高、水质水量变化大的污水。
污水处理工艺包括调节池、混凝气浮、AB生化+沉淀池,各处理单元排出的污泥经污泥浓缩池和脱水处理系统处理后运出,再经污泥浓缩池上清液和脱水系统滤出液流回系统处理。
用AB法处理食品废水,经工程实践运行表明,处理效果良好,运行稳定,处理费用低,特别是当水质水量变化较大时,A段的存在使该工艺的抗冲击负荷能力较强。采用气浮法和生物法相结合的工艺方法,可获得较好的除油效果[8]。本方法适用于高浓度有机食品废水的处理,是一种值得工业上推广的水处理技术。
2.6水解-好氧工艺(H/O工艺)
水解―――好氧生化废水处理是近年来新开发出的一项处理有机废水的新技术。该方法对水量水质变化抗冲击负荷强, 工艺先进, 流程简捷, 操作方便,调试时间短, 运行稳定, 出水水质好, 对操作人员的水平要求较低, 且投资少, 运行费用低。水解工艺是在缺氧条件下, 主要利用微生物水解菌和产酸菌的作用完成水解、酸化两个过程[ 9] 。在水解阶段, 固化物质溶解为溶解性物质, 大分子物质降解为小分子物质, 难生物降解物质转化为易生物降解物质;在酸化阶段, 有机物降解为各种有机酸。正因为水解工艺是在缺氧条件下完成, 因而在工程实施中, 可将水解工艺和后续好氧工艺串联组合, 实现水解―――好氧工艺。
哈尔滨秋林糖果厂采用该工艺处理废水, 在进水CODcr 浓度为1030 ~ 2670mg/L 的情况下, 出水可达到一级排放标准 。该工艺在食品酿造等工业废水的处理应用中均取得了良好的效果。可生化工业废水采用水解―――好氧处理技术(H/O 工艺), 对污水CODcr 、BOD5 、悬浮物等具有较高的去除率,运行效果稳定, 经济可行, 运行管理方便, 具有很广的应用前景。
2.7膜分离技术
味精废水属于高浓度难降解有机废水, 不仅有机物含量很高, 而且含有很高的NH3-N 和SO42 - ,传统生物处理技术很难使其达标排放。采用超滤膜去除废水中的菌体和大分子蛋白等成分, 并将其回收制成蛋白再利用。经过处理的废水, 其SS 的去除率可达99 %以上, CODcr 的去除率约为30 %[ 10] ,从而较好地减轻了生物法的处理负荷, 同时回收的蛋白还可综合利用。膜分离技术与活性污泥法结合形成膜生物反应器, 在食品废水的处理中也有研究。如水产品加工厂的生产废水应用该工艺处理,CODcr去除率可达90 % 。
2.8清洁生产在食品工业废水处理中的应用
从20 世纪90 年代开始开发出了清洁生产防止工业污染的成果, 这是实现可持续发展战略的一项重要措施, 也是实行食品生产全程控制污染的一种形式。在形式上通过调整产品结构、原材料能源结构、结合技术改造防治工业污染。通过强化环境管理, 把管理放在首位, 减少污染物的流失, 通过综合利用实现“三废”资源化, 在方法上通过物料衡算实现污染物流失总量控制。北京啤酒厂从1993 年开始提出了327 个清洁生产方法, 通过调整产品结构,生产清洁产品, 控制原辅材料的投入, 良好的内部管理、技术改造, 选用清洁生产工艺, 其经济效益非常可观, 每年可减少原材料投入355 万元[ 12] 。可见,只要食品企业能够充分应用推广现有的技术, 清洁生产将在我国食品工业企业中获得不可估量的成就。
3结语
近几年食品工业的快速发展极大地促进了社会经济的增长和人民生活质量的提高, 而食品工业从原料准备、加工和保存的全过程中必然有大量废水的排除。在满足消费者和保护环境的双重前提下,对废水进行更好更有效的处理成了必然的趋势, 我国应该在借鉴外国先进的废水处理工艺的同时结合自身的具体情况, 使我们在更好更快处理食品废水的道路上走的更远。